 Type A model 5D EN 10253-4")
 Type A model 5D EN 10253-4")
 Type A model 2D EN 10253-4")
 Type A model 2D EN 10253-4")


Отвод нержавеющий – калач 180° 26,9×2,0 (DN 20) Тип A модель 5D EN 10253-4
Отводы нержавеющие 180 градусов – деталь трубопровода представляет собой изогнутую трубу, концевые участки которого разведены на 180°С. Плечи калача находятся в одной плоскости и на одной линии, расположившись параллельно друг к другу. Изгиб детали осуществляется в центральной части, а концы остаются прямыми. Калач используют для соединения участков трубопроводной системы и осуществления разворота трубопроводной магистрали, поворот осуществляется на 180°, так что рабочая среда в трубопроводе меняет исходное направление движения на прямо противоположное. Необходимость в установке такого типа отвода возникает для поворота транспортировочной линии, когда без разворота и смещения конструкции невозможно обойти возникшее на пути прокладки коммуникаций препятствие.
EN 10253 – 4 – Европейский стандарт устанавливает технические требования к поставке бесшовных и сварных фитингов для стыковой сварки (отводы, концентрические и эксцентрические редукторы, равные и уменьшающие тройники, заглушки), изготовленных из аустенитной и аустенитно-ферритной (дуплексной) нержавеющей стали, которые предназначены для защиты от давления и коррозии при комнатной температуре, при низкой температуре или при повышенных температурах.
В стандарте EN 10253 4 указывается: тип фитингов (тип А или тип В), марки стали, механические свойства, размеры и допуски, требования к проверке и испытаниям, инспекционные документы, маркировка, обработка и упаковка.
Отводы типа A в соответствии со стандартом EN 10253-4 – имеют ту же толщину стенки на концах сварки, что и трубы с той же заданной толщиной стенки. Их сопротивление внутреннему давлению, как правило, меньше, чем у прямой трубы с теми же размерами.
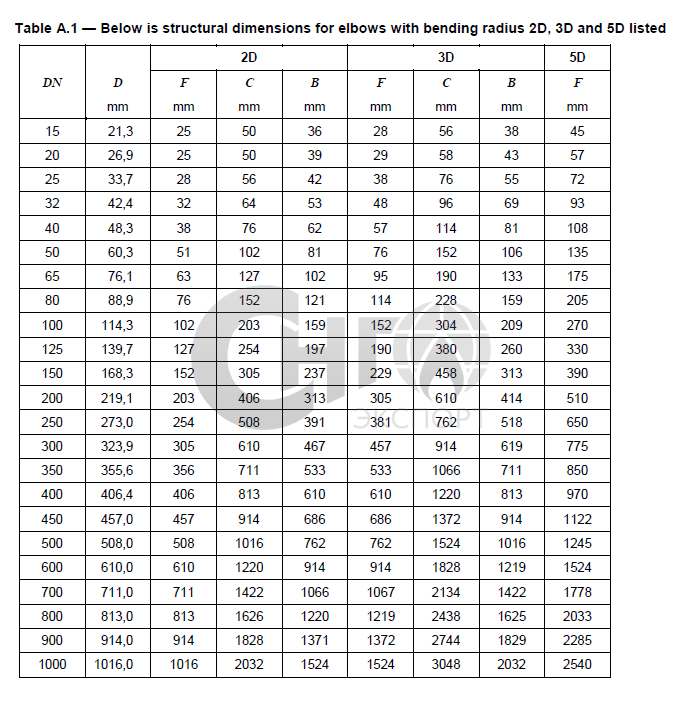
Модель/model 2D, 3D, 5D отводов определяет радиуса изгиба детали. Отводы и колена обозначаются моделью (2D, 3D или 5D), углом, наружным диаметром D.
Виды нержавеющих отводов 180 градусов по стандарту EN 10253-4
Бесшовные отводы – фитинги, изготовленный без сварки из исходного материала, который не сваривается.
- Если в качестве исходного материала используются трубы, то они должны быть изготовлены в соответствии с EN 10216-5.
Сварные отводы – фитинги из сварных труб или фитинги, изготовленные из листа / пластин или полос, где сварка является частью производственного процесса:
- При изготовлении фитингов из сварных труб должны использоваться только трубы в соответствии с EN 10217-7, после формования ремонт сварного шва трубы разрешается только для сварных швов, выполненных с присадочным металлом.
- Если плита/полоса используется в качестве исходного материала для сварных фитингов, должно применяться следующее условие: следует использовать только пластину/полосу в соответствии с EN 10028-7.
- Если стержни/круг/пруток используются в качестве исходного материала для сварных или обработанных фитингов, следует учитывать следующее обстоятельство: они должны быть изготовлены в соответствии с стандартом EN 10272.
Все сварные швы, выполняемые во время изготовления фитинга, должны быть сварными плавлением. Все сварные швы должны иметь полное проплавление. Локальный ремонт сварного шва, выполненного с использованием присадочного металла, допускается при условии что отремонтированный участок подвергается термической обработке и неразрушающему испытанию таким же образом, как и исходный сварной шов.
Процесс изготовления нержавеющих калачей по стандарту EN 10253-4
Процесс изготовления изделия должен быть применен таким образом, чтобы он не приводил к появлению вредных дефектов в фурнитуре.
- Горячая деформация – Заготовки изгибают, запрессовывая в матрицу. Либо Холодная деформация – Заготовки изгибают, запрессовывая в матрицу.
- Термообработка. При холодной штамповке – отводы обязательно должны поставляться с окончательной термообработкой. Фитинги, изготовленные из отожженных в растворе и закаленных или стабилизированных материалов с использованием метода холодной штамповки в качестве способа изготовления, не требуют последующей термической обработки, если остаточное удлинение после холодной штамповки не менее 14%. При горячем формовании – отводы должны быть подвергнуты отжигу в растворе после операций формования.
Если сварка является частью производственного процесса фитинга, окончательная термообработка должна быть после сварки. - Окончательная обработка. Допускается обработка поверхностных дефектов путем шлифования или механической обработки при условии, что толщина стенки фитинга в зоне обработки не меньше указанной минимальной толщины стенки. Все обработанные участки должны плавно вписываться в контур фитинга. Ремонт основного металла фитинга должен выполняться только путем шлифования или механической обработки. Для обеспечения чистоты поверхности отвода из нержавейки, их могут обрабатывать травлением, отжигом или обработкой. Если отвод сварной, то сварной шов не должен иметь трещин, отсутствия плавления и проплавления.
- Контроль качества и контроль продукции. Проводится проверка: химический анализ, испытание на растяжение, испытание сварного шва на поперечное растяжение, испытание на твердость, испытание сварного шва на изгиб, испытание на ударную вязкость, испытание на межкристаллическую коррозию, измерение размеров, визуальный контроль, неразрушающий контроль сварного шва.
- Маркировка. Способами маркировки могут быть: струйная маркировка; электрохимическое травление; волокнистая маркировка; лазерная маркировка.
Отводы EN 10253-4 применяются в: нефтяной отрасли, газовой промышленности, химической промышленности, пищевой промышленности, энергетической промышленности, целлюлозно-бумажной промышленности, фармацевтики и других отраслях промышленности, где преобладает агрессивная рабочая среда.
Марки Стали: X1CrNi25-21 / 1.4335 , X1CrNiMoCuN20-18-7 / 1.4547 , X1NiCrMoCu25-20-5 / 1.4539 , X1NiCrMoCu31-27-4 / 1.4563 , X1NiCrMoCuN25-20-7 / 1.4529 , X2CrNi18-9 / 1.4307 , X2CrNi19-11 / 1.4306 , X2CrNiMo17-12-2 / 1.4404 , X2CrNiMo17-12-3 / 1.4432 , X2CrNiMo18-14-3 / 1.4435 , X2CrNiMo18-15-4 / 1.4438 , X2CrNiMoCuN25-6-3 / 1.4507 , X2CrNiMoCuWN25-7-4 / 1.4501 , X2CrNiMoN17-13-3 / 1.4429 , X2CrNiMoN17-13-5 / 1.4439 , X2CrNiMoN22-5-3 / 1.4462 , X2CrNiMoN25-7-4 / 1.4410 , X2CrNiN18-10 / 1.4311 , X2CrNiN23-4 / 1.4362 , X3CrNiMo17-13-3 / 1.4436 , X5CrNi18-10 / 1.4301 , X5CrNiMo17-12-2 / 1.4401 , X6CrNiMoTi17-12-2 / 1.4571 , X6CrNiNb18-10 / 1.4550 , X6CrNiTi18-10 / 1.4541.
Технические характеристики отвода EN 10253-4
Тип отвода: отвод 180° тип А
Стандарт: EN 10253-4
Тип соединения: BW — приварной встык
Способ изготовления: бесшовный/сварной
Номинальный диаметр DN, мм: 20
Наружный диаметр D, мм: 26,9
Толщина стенки Т, мм: 2,0
Радиус изгиба: модель 5D
Соединительные и другие размеры отвода: смотрите в таблице Отводов радиус изгиба 5D
Наша организация осуществляет поставки нержавеющих отводов по Стандарту EN 10253-4 как крупным оптом, так и небольшими розничными партиями. Вся продукция прошла проверку на соответствие стандарта EN 10253-4.
Наша организация является официальным представителем заводов по производству фитингов стран: Чехии, Англии, Великобритании, Германии, Польши, Италии, Китая. Логистика, страхование груза, ВЭД под ключ, сертификаты по международным стандартам.
Направляйте заявки на отводы по Стандарту EN 10253-4 на электронную почту zakaz@sngexp.ru или звоните по телефонам в разделе контакты.
Наши специалисты помогут Вам подобрать необходимую продукцию на выгодных для Вас условиях!

{kind=link}
Отзывы
Отзывов пока нет.